Es geht voran mit der Schraubenaufbewahrung: In der Zwischenzeit ist der Schubladenschrank für die Schraubenboxen entstanden – wie geplant 100x45x50cm mit fünf Schubladen für verschiedene Dinge: „Nägel & Co“, „Metrische Schrauben“, „Universalschrauben“, „Bohrer & Fräser“ und eine noch nicht genau definierte.

Den Korpus habe ich aus 18mm OSB Platten gebaut, die Schubladen passend zu den Holzboxen in heller Birke. Natürlich ist nicht alles rechtwinklig geworden und ich „kämpfe“ noch mit zwei Schubladen, die schliessen nämlich links nicht ganz bündig mit dem Korus ab. Aber ganz ehrlich – hach, ein Augenschmaus isser schon. Insbesondere mit den stetig wachsenden Einsätzen für die Schubladen ist es ein Spass beim Arbeiten mal nen Bohrer oder mal ein paar Schrauben herauszunehmen. Die Idee mit den leicht aus den Schubladen nach oben herausziebaren Schraubenboxen (durch den offenen Rahmen oben auf den Boxen) war die richtige – das funktioniert perfekt. Einfach mal eben die „3x20er“ Schrauben raus mit auf den Werkplatz nehmen. Jau, sehr fein.

..darunter größerer Bohrer .. 
Die Schraubenschublade 
Schraubenboxen 
Bohrereinsatz, der Obere lässt sich nach rechts schieben …
Dazwischen mal eben die zweite Schublade auf und einen Bohrer aus dem Einsatz geholt – schön sortiert und mit der „Schubladeneinsatz“-Variante hab ich gleich auch alle Bohrer einer Größe am Platz. Bei der vorherigen Version, bei der ich für jede Größe eine Bohrung am Ständer hatte, musste ich an anderer Stelle noch die restlichen Bohrer einer Größe aufbewahren – je Kleiner, desto mehr sind irgendwie vorhanden :-) Ja, auch diese Version der Aufbewahrung fasst nicht alles – aber zumindest alles von mir zur Zeit und hat noch etwas Luft.
Um die Schubladenhöhe etwas besser auszunutzen (von Aussen sollten alle Schubladen gleich hoch sein und dabei waren die grossen Schraubenboxen massgebend) habe ich einen Einsatz erstellt, der auf zwei unten stehenden Einsätzen rutschen kann. Ich habe dabei auf einen extra Stegschlitten, wie einige benutzen, verzichtet. Ich hab lieber den hinteren Einsatz für größerer Bohrer wie Forstner und Co etwas höher gefuscht – der Einsatz rechts daneben bekommt auch eine etwas höhere Wand und so kann sich der Hauptbohrereinsatz fein auf den beiden unten liegenden Einsätzen für weitere Bohrer und Bits hin und her bewegen.
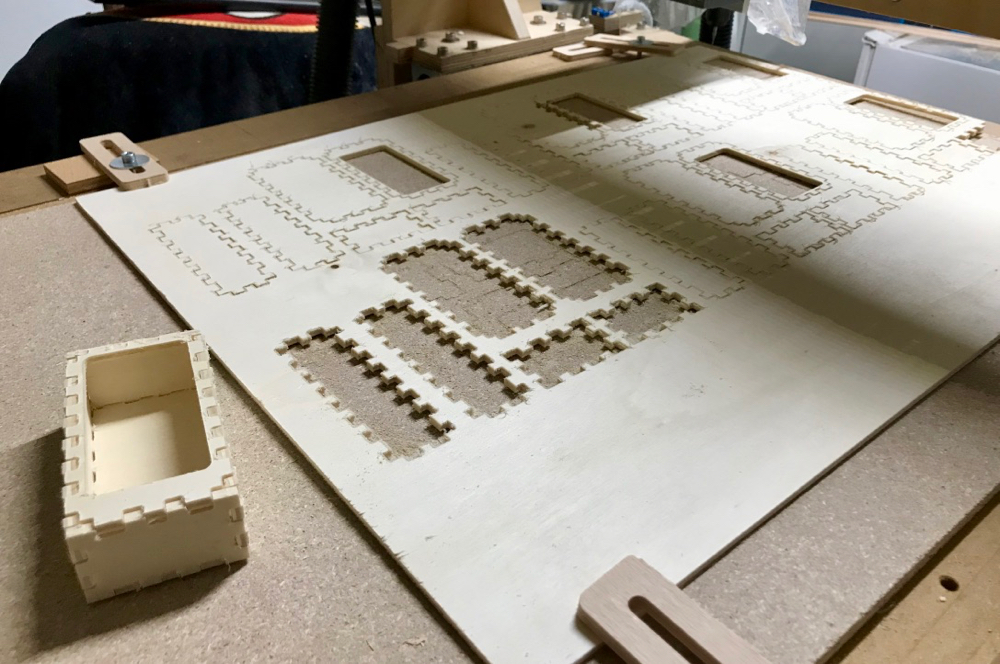
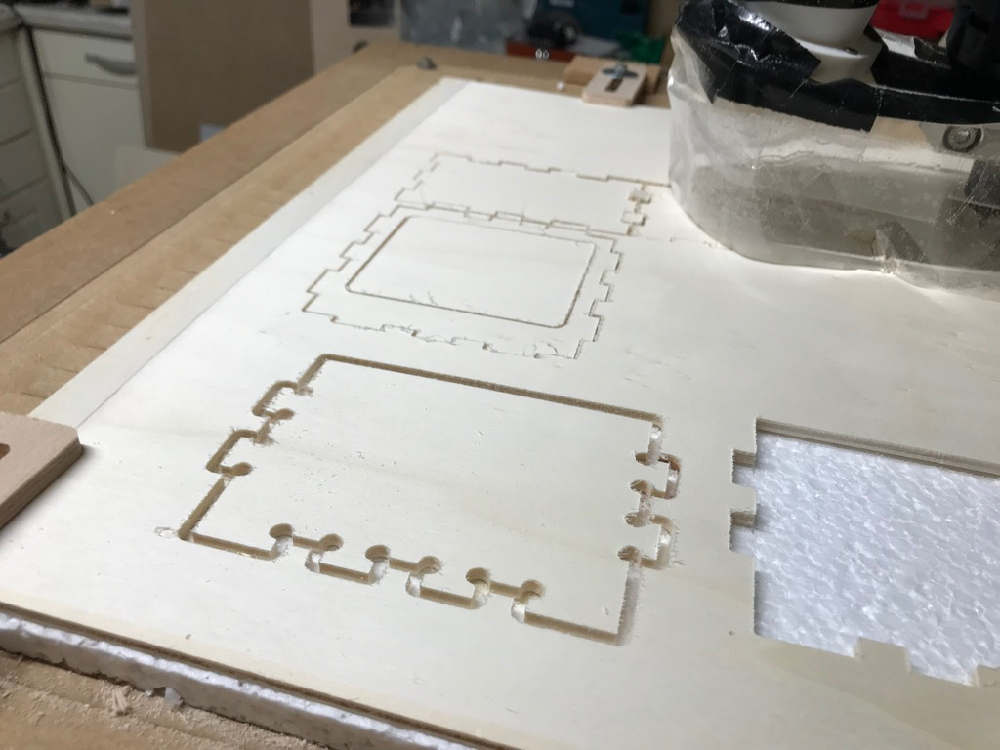
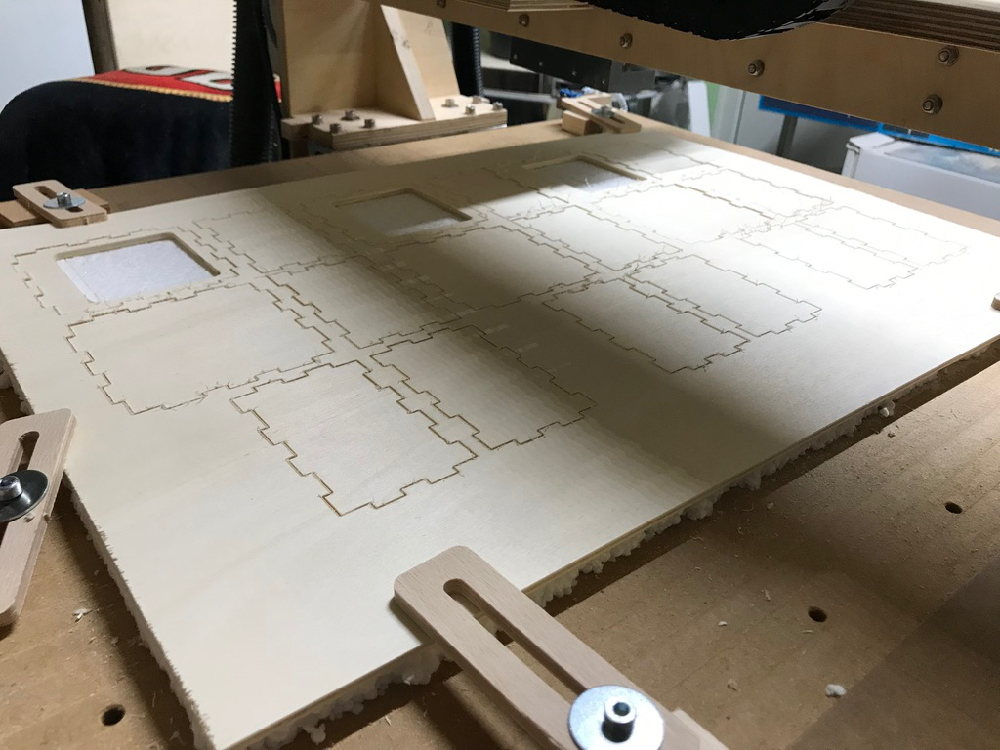
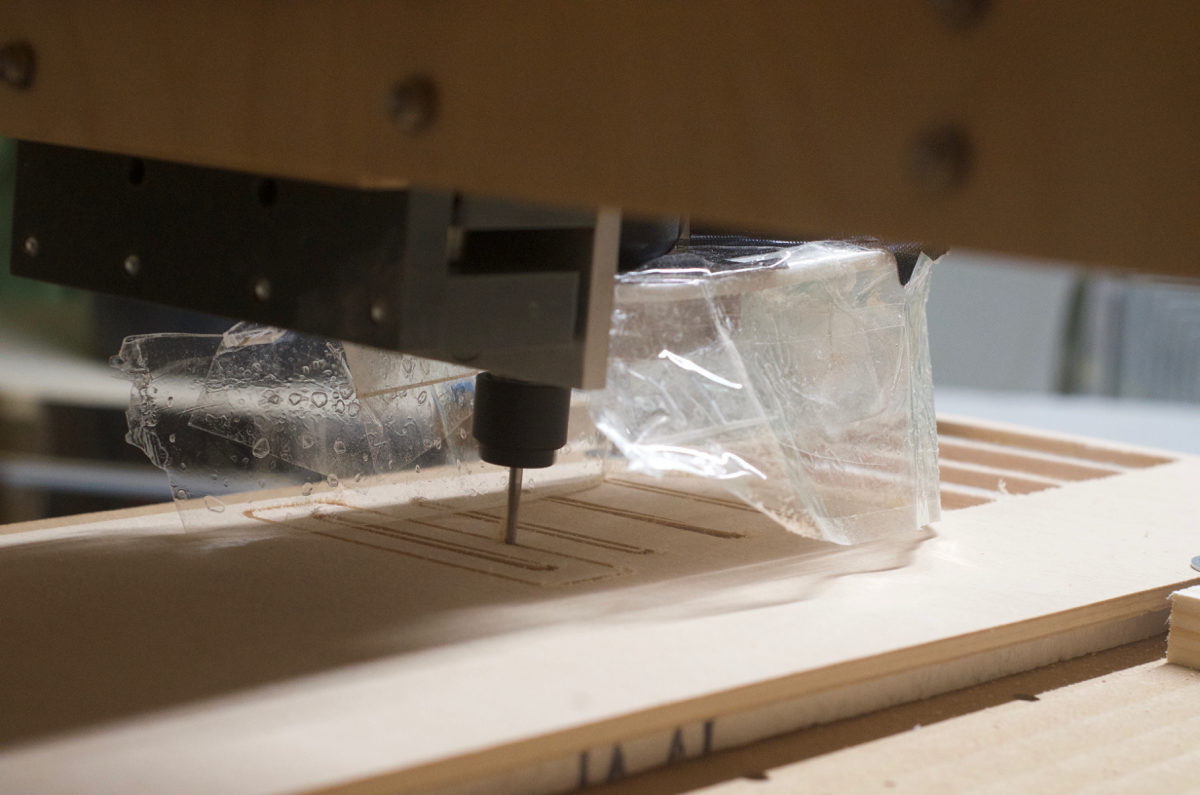
Alle Boxen basieren auf boxes.py, sind aber sehr stark auf meine Bedürfnisse angepasst. Für die Innenwände habe ich die Zinkenanzahl reduziert, habe die generierten Zeichnungen meisst fürs CAM optimiert und auch beim Biteinsatz mal komplett die Aussenwand verschoben um vorne ein randloses „Bithalterbrett“ zu erhalten.
Als nächstes ist der Halter für Fräser und Bohrzubehör dran, der wird insbesondere für Letzteres etwas komplett Anderes – und wahrscheinlich auch gar keine Box im klassischen Sinne, sondern eher ein Brett mit Einfräsungen für die verschiedenen Dinge … mal sehen.
Die Beschriftung habe ich bei den Einsätzen wie bei den Schraubenboxen gelastert – auch hab ich mir den Aufwand gegönnt dies auf den Schubladenfronten zu tun – hach schön.

Der besonder Stolz (ja, bin ich, auch wenn das Ding noch nicht perfekt ist) gilt aber den eingelassenen Auszugsgriffleisten. Die sind als „U“ geformt und liegen oben auf der Schubladenblende und hinten an der Blende auf – Tja, aber nicht bei mir: Auf beiden Seiten sind sie passgenau eingelassen und schliessen bündig ab. Die Fräsungen sind per Hand mit der Oberfräse und nicht mit der CNC Maschine entstanden.
Insgesamt ein sehr feines Zusammenspiel zwischen der TKS, den kleinen Einhandoberfräsen, dem kleinen Frästisch und der CNC Maschine – Ja, klar, meine Lieblingsmirka war auch beteiligt ;-) Und ohne digitales CAD ging auch nicht wirklich was .. ist also für jede Tageszeit etwas dabei.
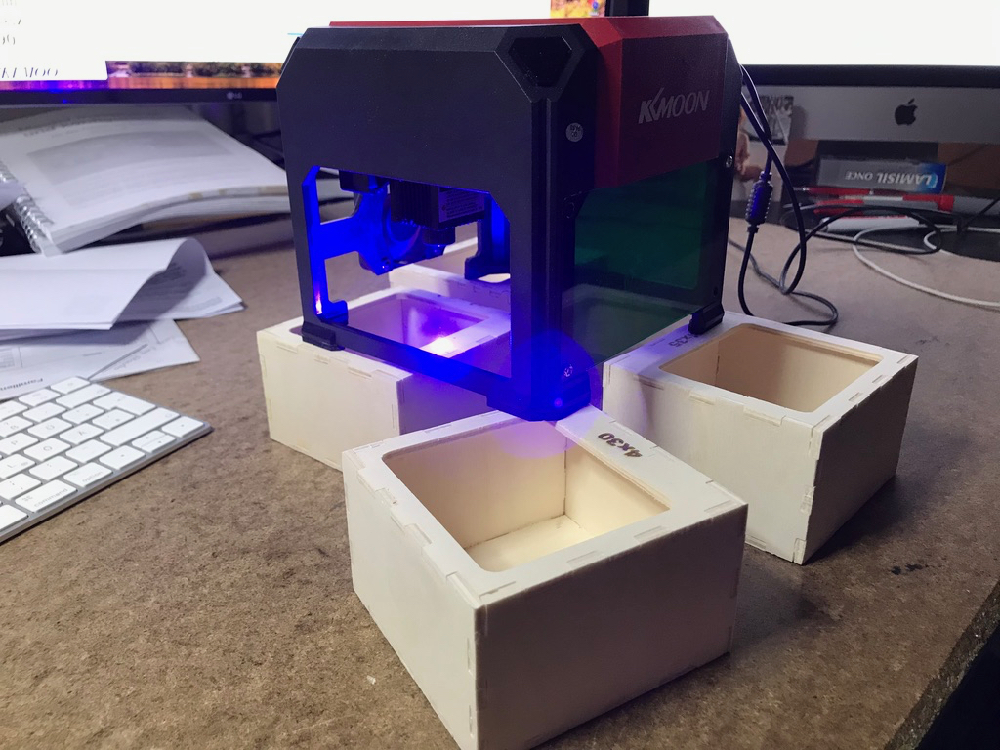
Übrigens hat sich zum beschriften wieder dieses kleine China-Lasergravierer-Gatget bewährt – da man es überall draufstellen kann ist es einfach verdammt flexibel – und für die Beschriftungen langt die Graviergrösse von 8x8cm allemal – und die einfach Software sowieso. Geht sicherlich alles geiler, aber Preis & Nutzen find ich unschlagbar.

Das war nun nach dem großen Schrank neben dem Brennofen der erste Schubladenschrank der mir in den nächsten Jahren mit den Augen wirklich Spass bereiten soll. Und bisher tut er es. Ich hab wie gewöhnlich viel gefuscht und muss auch noch etwas nachfuschen, aber wie geschrieben ist das Ding fein, seeeeeehr fein und jeder weitere passgenaue Einsatz macht Spass den nächsten zu bauen. Und beim Kleben Dieser gerate ich fast in einen Zenzustand, wenn auch häufig fluchend ;-) … so kleine Kleberein sind nix für den Fuscher *lach* eher gern grosse Sauerein ;-)